
4.1 技术背景
当前工业生产中对油气进行回收的主要技术方法包括吸收法、吸附法、冷凝法等方法,但由实际应用效果可以看出,这几种方法在单一使用的过程中容易出现一系列问题,且回收效果不佳。吸收法在应用过程中,设备占地空间大,对吸收剂的性能要求非常严格,吸收剂消耗量大,需不断补充,且工艺回收率低,达不到国家现行标准。吸附法在使用过程中通常选用吸附性能相对较好的活性炭作为吸附剂,而活性炭回收油气的装置吸附热较高,吸附温度上升较快,这不仅会严重影响活性炭的吸附性能和使用寿命,还有可能会引发火灾等安全性隐患。在冷凝法的应用实例中可以发现,由于该方法属于间接传热,需要在温度达到很低的条件下才可以使得回收效率比较理想,投资及运行成本都比较高。
石油、石化、化工等行业产生的油气大多是浓度高,风量低,目前常用冷凝-吸附-真空脱附工艺存在诸多问题:常温下的真空脱附效率低,吸附剂上的有机物残存量大,脱附气体有机物浓度低,冷凝回收效率低下,消耗太多的能源,造成生产成本的提高。本工艺大大改善了“冷凝-吸附-真空脱附”所存在的问题。
4.2 工艺流程
4.3 工艺说明
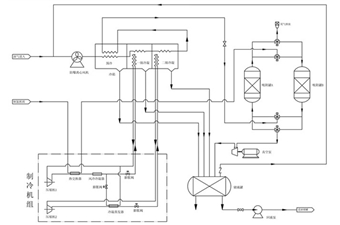
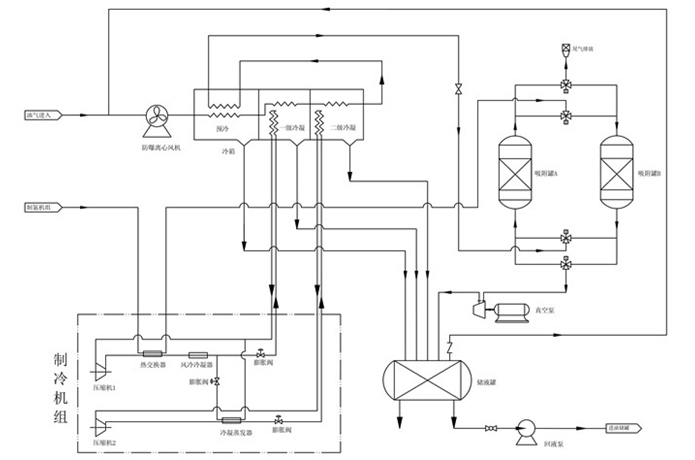
油气由防曝离心风机输送进入冷箱,其中冷箱由预冷-一级冷凝-二级冷凝组成;预冷段的冷量来自于二级冷凝出来的油气,一级冷凝和二级冷凝的冷量来自于制冷机组;经冷箱三道冷凝的液态油送入储液罐,并经回液泵送入油储罐回收;二级冷凝出来的油气经预冷段提升热量后送入吸附罐A。吸附罐内装填活性炭或活性炭纤维用于吸附挥发性的油气,用于吸附的吸附罐A可以是多台并联循环运行,每台吸附罐都有单独的出口油气浓度检测装置,并联吸附的吸附罐由最先吸附的那个罐首先吸附饱和并开始穿透,当浓度接近环保要求的排放值时,微机自动切换阀门,吸附罐进入预备解吸状态,同时另一台再生完成的吸附罐B并入吸附罐A中参与油气的吸附,吸附饱和的吸附罐A开始转为吸附罐B进行脱附和再生,整个切换过程由微机进行控制,保证系统的连续运行;
吸附罐B进入脱附阶段时,首先开启真空泵,当吸附罐B的真空度达到设定值时,开启热氮气,用热氮气对吸附在活性炭上的油气进行脱附。热氮气来自于制氮机组,常温的氮气经过制冷机组的一级压缩机出来的制冷剂所带热量进行加热,真空泵是带有变频和防曝的干式螺杆真空泵;脱附出来的油气由真空泵经储液罐返回防曝离心风机进气口与初始油气混合。整个系统通过PLC自动控制,不间断循环运行。
4.4 产品特点
1)本工艺利用冷凝法和吸附法的优点进行优化组合,达到降低能耗、消除安全隐患等目的。
2)本工艺将冷凝后的油气作为进吸附罐的预冷却介质,节省能耗,同时使第一吸附罐的油气具有合理的入口温度,脱附后的油气先经储液罐回收一部分,未被回收的油气返回防曝离心风机风机前与初始油气混合,提高油气浓度,同时提高油气的回收率。
3)使用真空泵进行脱附,真空度要达到高真空,需采用多级真空系统,成本高。本工艺使用单级真空泵辅以微量的由制冷机组加温的氮气进行真空热脱附,达到良好的解吸效果,降低操作费用和能耗,还有利于卸真空,为下一循环吸附做准备。另一方面,热氮气温度控制在50℃~60℃,避免有些有机物的炭化,还避免活性炭的自燃。
4.5 技术指标
油气进口温度:≤40℃
进脱附罐的氮气温度:50~60℃
预冷温度:4~7℃,一级冷凝温度-28~-32℃,二级冷凝温度-68~-72℃
真空泵的真空度为0.002~-0.08MPa (绝对压力)
油气回收率≥98.5%
4.6 主要专利
2016208196842一种油气回收装置
电话咨询:13906091009(傅先生)
电子邮箱:13906091009@163.com
办公地址:厦门市集美区软件园三期B区02栋1201-2
